嘉興通過式拋丸機價格
發布時間:2023-08-16 01:24:05
嘉興通過式拋丸機價格
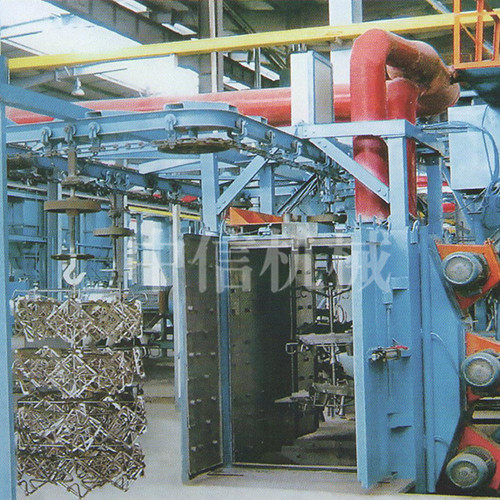
拋丸機的機械設備結構主要由拋丸機、拋丸除銹室、吹掃室、丸呼吸系統、除塵設備、導向輥、支撐板輥、維護輥、密封簾、密封輥等組成。拋丸器安裝在拋丸除銹室上。拋頭是拋丸器的關鍵部件,主要由進丸管、分丸輪、定項套、離心葉輪、葉片等部件組成。安裝在離心葉輪管理中心,根據連接盤與離心葉輪軸連接,與離心葉輪軸同步旋轉。分丸輪的前側與進丸管相連。進丸管的作用是將球喂給分丸輪。分丸輪含有對話框,可以分配進入葉片的球,促進彈丸獲得一定的速度。定項套裝在分丸輪和離心葉輪的中間,固定在拋頭殼上,不隨分丸輪和離心葉輪旋轉。定項套裝的作用是操作彈丸Z后從通過拋丸機的葉片中拋出。定項套上帶一個定項口,定項口的視角能夠調節。根據調整定項口的視角,可以操縱丸料的拋出方向,從而操縱丸料的拋出總面積及各部位的相對密度。調整定項套的定項口視角時,可松開固定定項套的壓塊,將定項套轉移到所需視角。離心葉輪根據融合盤與離心葉輪軸聯接并隨離心葉輪軸同歩旋轉。在離心葉輪上帶燕尾槽。燕尾槽的部位由葉子構造設定。葉子:球從球輪中飛出,通過通過定項套的定項口進入葉子,然后隨著葉子的高速運轉和相對的葉子健身運動,從葉子的邊緣拋出,打在熱軋帶鋼表面。葉片是所有拋丸清洗機中易損壞的部件,因此葉片應便于安裝和拆卸。鋼丸系統斗提機采用同步帶傳動,將丸子提高到一定的高寬比,供拋丸清洗機使用。關鍵由基座、維修段蓋殼、中間段蓋殼、頭頂、驅動設備、止逆設備、擰緊設備、傳動帶、簸箕部件、電源開關及其現場操作按鈕組成。

嘉興通過式拋丸機價格
拋丸機廠家可根據鋼管直徑選擇不同的拋丸或噴丸處理設備,其中拋丸清洗由液壓電機驅動,噴丸清洗由啟動電機驅動。設計了直徑小于600mm的大型內壁拋丸機和小型鋼管噴丸機。該設備采用自動拋丸去除表面銹蝕,利用拋丸機拋出的高速彈丸流束打破鋼管內表面的氧化皮、銹層及其雜物,使其獲得明亮的表面,提高工件的抗拉和抗壓強度,增加內表面涂層保護的附著力,達到防腐、護管、延長鋼管使用壽命的目的。清洗后,工件表面的光潔度和粗糙度符合相關標準。小口徑鋼管采用內壁噴丸機和內壁噴丸處理線,主要包括移動臺車、砂斗、噴砂罐、噴槍、噴槍承載車、鋼管承載系統、底部彈丸輸送帶式輸送機、斗式提升機、維修平臺、分離器、除塵系統、支架、氣動系統、壓縮空氣系統和電氣控制系統。該設備配備了輸送臺車上的氣動卸料系統,兩側可自動卸料。將工件放置在工作位置后,移動密封室在減速器的驅動下移動到固定密封室,以密封鋼管的兩端。

嘉興通過式拋丸機價格
拋丸機廠家介紹下通過式拋丸機如何避免操作導致機械零件損壞?1、用耐高溫過濾材料可以在高溫條件下在200°C以上的溫度下運行。道路拋丸清理機將顆粒機械地從高速和一定角度拋到工作表面,使顆粒撞擊人行道表面,使人行道表面粗糙,去除殘留物。集塵器產生的清潔顆粒和雜質粉塵在負壓下回收后自動回收,雜質和粉塵落入集塵箱。鑄件表面的鑄造設備采用通過拋丸機拋出的高速彈丸進行清洗或加固。通過式拋丸機可以同時進行砂磨,鑄芯去除和清潔。一些地區也稱為噴砂機和噴砂機。2、對灰塵特性不敏感,不受灰塵和電阻的影響。注:提升斗頂部通過拋丸機配備起重帶調節軸,使起重帶與起重軸完全匹配,使通過拋丸機工作更有效。延長通過式拋丸機的使用壽命。3、具有較高的除塵效率,集塵器出口氣體的粉塵濃度在幾十毫克/立方米以內。對于亞微米級細粉塵具有很高的分類效率。4、可以處理多種風量,可用于工業爐煙氣除塵,減少大氣污染物排放。5、結構簡單,易于維護和操作。在確保同樣高的除塵效率的前提下的成本低于靜電除塵器。
嘉興通過式拋丸機價格
拋丸清理機廠家的判別辦法:1、可從外觀上區分,拋丸機廠家看其產品外觀加工是否精密,顏色是否正常;2、如果有零件樣品,可以進行比較檢查。一般來說,仿制品外觀粗糙,產品顏色不正確。3、您可以查看產品上的標志。純進口零件上印有品牌符號、零件編號和特定代碼。有些產品還刻有產地,而大多數仿制品筆跡模糊。4、產品尺寸可通過專用工具測量,看是否符合要求。5、產品可以進行功能測試。有些零件只能從外觀上區分真偽。需要使用專用儀器進行檢測。純零件和拋丸機零件的包裝制造精美。顏色、圖案和風格都有一定的規則。6、包裝箱質地突出,圖片清晰,廠家統一標識,零件編號、稱號、數量、產地標識;內包裝一般為帶標志的包裝紙或塑料袋和紙袋。假裝配件的標簽大多印刷粗糙,標志圖片不清晰,印刷零件編號和制造商符號的顏色不輕或重。7、從價格上區分同樣的配件,純零件、專業零件、國產零件和仿制品的價格差別很大。一般純粹部件的價格可超出仿冒件的很多倍。8、根據采購方式,直接從國外整機廠和配件廠進口的配件價格高,質量有保證。

嘉興通過式拋丸機價格
拋丸機操作過程中不能沒有所有防護裝備就開始實際操作拋丸機。拋丸機自動控制系統:員工即將拋丸除銹的產品工件立即掛在鉤子或支架上,然后手動送到拋丸除銹室前的牽引帶系統軟件。掛勾全自動進到噴砂處理室。勾子進到噴砂處理室后,將勾子丟掉。技術員根據氣缸操作設備關閉,電氣設備自鎖互鎖,避免產品工件在拋丸室噴丸時意外打開。起重吊鉤進到噴砂處理室并在設置的間距部位轉動。順向和反方向,產品工件徹底彈出來,盲區減少。2個掛勾:一個掛勾扔在拋丸室中,另一個掛勾能夠解決產品工件。拋丸時間能夠隨意調節。拋丸機停止運行后,噴砂處理缸將自動打開噴砂處理通道門,吊鉤將自動噴砂到達裝卸貨物部位,另一鉤進入自動噴砂室的特定部位,自動噴砂門自動關閉。拋丸除銹全過程中造成的煙塵被二級除塵設備搜集和過慮。